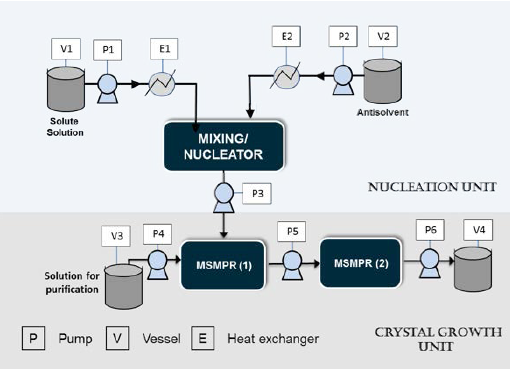
The particle engineering research group under the supervision of Prof Jan Sefcik has designed and investigated a novel continuous seed production unit (nucleator) wherein the particles are formed by the rapid antisolvent crystallisation process. The control of crystal nucleation kinetics is achieved by adjusting the mixing efficiency, solvent-antisolvent ratio, supersaturation and residence time. The generated seed crystals can be directly transferred to the next crystallisation unit (growth unit) for example Continuous Oscillatory Baffled Crystalliser (COBC) or Mixed Suspension, Mixed Product Removal (MSMPR) crystalliser where crystals are grown to desired size while required purification/isolation objectives for an incoming upstream feed are achieved.
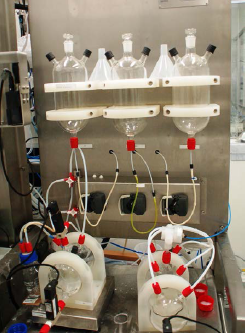
A mixed suspension mixed product removal (MSMPR) crystalliser unit that avoids common problems encountered during continuous crystallisation such as fouling, encrustation and blockage of transfer lines has been developed at Loughborough. A novel periodic flow crystallisation operating strategy using a modified MSMPR crystalliser unit has been demonstrated to work effectively when tested on model pharmaceutical compounds paracetamol (PCM) and glycine (GLY). The periodic flow crystallisation method involves periodic transfer of slurry (addition and withdrawal) at high flow rates between several stirred tank vessels arranged in series. This type of operation involves alternating periods of true continuous and batch operations. The work also introduces for the first time, the concept of “state of controlled operation” instead of “steady-state operation” to describe the periodic flow crystallisation process. It is defined as a state of the system, which maintains itself despite transitory effects caused by periodic but controlled disruptions. State of controlled operation can characterise both continuous and periodic operation in MSMPR.

The MB-OBC has been developed in CMAC by Vishal Raval et al at Strathclyde. It will now be used to make alpha Lactose monohydrate via a continuous process that integrates with filtration and drying. The work aims to successfully produce phase pure lactose particles with a narrow particle size distribution. The crystallisation process will be monitored via PAT (FBRM and ReactIR) alongside offline characterisation techniques (particle size distribution, X-ray powder diffraction for phase analysis and microscopy and HPLC for purity determination).
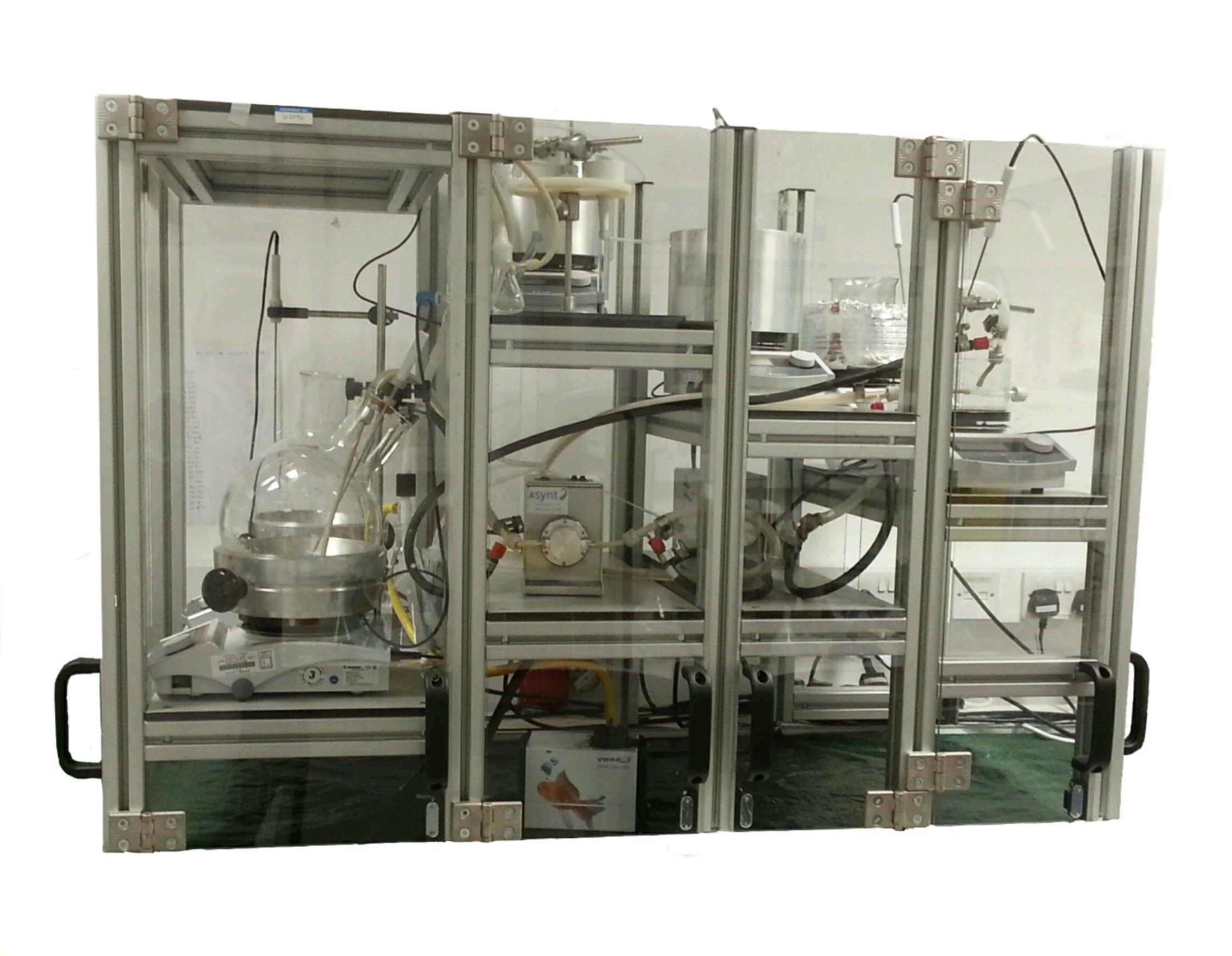
The KRAIC has been developed as a flexible platform both for crystallisation and as a link to upstream elements of flow chemistry. It offers a range of reconfigurable inputs, mixing options and temperature regimes within the crystallisation process. The KRAIC has been designed, constructed and developed within CMAC by the Bath group, principally by Dr Karen Robertson, in partnership with Asynt (Cambridge) who have provided both design and construction input. By operating in segmented flow, the KRAIC offers complementary, smaller scale capabilities to those available from some other platforms within CMAC. Originally designed to operate with air-liquid segmentation, recent enhancement of the KRAIC, enabled by additional funding provided by RPIF, has allowed implementation of liquid-liquid segmentation. This offers improved consistency and performance on the flow crystallisation process. The KRAIC has been deployed on both single and multi-component systems, and is currently tackling target materials in the areas of polymorph and stoichiometry control, templating and additive control of morphology.
The Bath group has also designed and constructed a continuous crystalliser based on a cascade of small-volume STRs in collaboration with Cambridge Reactor Design. Individual STR volumes are around 7-10 ml with an ingenious weir arrangement that harnesses gravity for transport between vessels negating the need for more pumps or a pressurised system. The BCCL cSTR offers a fully reconfigurable platform with a flexible number of STRs in series, and full temperature control over each section of the device.
Both the cSTR and CMEC platforms were fully funded from the CMAC RPIF award
An entirely complementary approach to continuous has been taken in the membrane-mediated evaporative crystalliser (CMEC). Designed by the Bath group in collaboration with (and constructed by) ChemTrix BV (Netherlands), the CMEC offers a small scale solution in which solvent evaporation, rather than cooling, is used as the means to control nucleation and growth. The innovative design will allow a high level of process control to be achieved within an extremely compact arrangement. Although compact, the CMEC crystalliser offers a relatively large sample volume (diameter of flow channels 3 mm), and overall path length (2 m) in a compact device, 20 × 20 cm2 in area. The CMEC device should find particular use in cases where control of solvent behaviour is critical, including the production of solvates and hydrates, and adds a further capability within the CMAC continuous crystalliser portfolio.
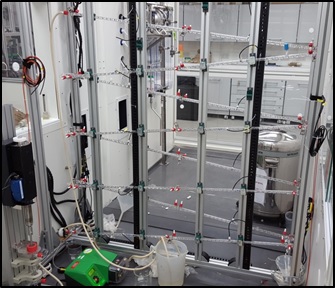
To meet the challenges of scale down, a 10 mm platform has been designed and developed by Loughborough and Strathclyde researchers.
Key features of the new design include smooth periodic constrictions (SPCs) as opposed to sharp edged baffles for improved particle suspension, a staggered, angled arrangement of the tubular sections with customised jacketed bends for air bubble minimisation, spiral inserts in the cooling jackets to optimise heat transfer and direct connections with enhanced PAT ports to remove additional materials of construction exposed to the process fluid.
Practical operation within a fume cupboard includes a robust piston arrangement, incorporation of the Perceptive Engineering PharmMV control software and facile addition of in-line ATR UV probes. Non-invasive process monitoring via Raman and high resolution imaging will also be implemented. The fluid mixing conditions allow operation at relatively low flow rates and a reactor length of ca. 15 m provides a residence time in the range 1 – 1.5 h. The total working volume is ca. 1 litre. There is also the possibility of extending the system as the reactor has been designed to be completely modular.